




Utilisation :
Les engrenages à vis sans fin (globoïdes) peuvent transmettre des grandes puissances, normalement 50 à 100 kW (optimales 0.04kW-120kW, extrêmes 1000 kW); à simple réduction, ils sont capables de réaliser les hauts rapports d’engrenage i = 5 à 100, (dans le cas de transmissions cinématiques même i=1000). Néanmoins, ils ont les petites dimensions et sont légers et compacts. Ils présentent un fonctionnement tranquille et calme et peuvent être proposés comme transmission à blocage automatique.
Leur désavantage est le grand glissement entre les dents qui cause des pertes plus élevées par frottement et de cette manière aussi un rendement plus bas; l’effort déployé en vue de l’améliorer oblige à utiliser des métaux non ferreux déficitaires pour les couronnes de roue. La fabrication de la denture est plus exigeante et plus coûteuse; à cause de l’usure, sa durée de vie est plus courte que dans le cas d’autres engrenages.
Ils sont utilisés comme transmissions de puissance pour mélangeurs, tours verticaux, véhicules et dispositifs de levage, machines textiles, presses, transporteurs, cisailles, tambours, élévateurs, commandes d’hélices, raboteuses, machines-outils, automobiles…
Dans le calcul, on résout les plus utilisés des engrenages à vis sans fin cylindrique et à roue globoïde.
Géométrie
L’engrenage à vis sans fin est un cas spécial de l’engrenage avec un angle d’axe de 90° et avec un nombre limité de dents de pignon/vis sans fin (dans la majorité des cas z1=1-4). Selon la forme, nous différons :
- Roue cylindrique / vis sans fin cylindrique (transmissions cinématiques et sans force, petit moment de torsion, commande manuelle, mécanismes de blocage, contact de dents ponctuel, fabrication peu coûteuse)
- Vis sans fin cylindrique / roue globoïde – le plus fréquent (transmissions de puissance, compacts, classement selon la forme de la vis sans fin – voir ci-dessous)
- Vis sans fin globoïde / roue cylindrique (non utilisé)
- Roue et vis sans fin globoïdes (hautes puissances, compact, fabrication spéciale, de meilleure qualité, prix élevé)
Fabrication de pignons + engrenages :taillage d’engrenage
Types de vis sans fin à profil cylindrique
- ZA – hélicoïdale, avec profil linéaire (trapézoïdal) de dent en coupe axiale. en coupe normale, les flancs des dents sont légèrement bombés, la coupe transversale mène à la vis d’Archimède. Les éléments en coupe axiale sont normalisés, par exemple mx=m, ax=a. L’engrenage est fabriqué par tournage au tour ou sur machine à fileter (la vis sans fin rappelle une vis d’Archimède avec filet de profil trapézoïdal). Un couteau en forme du profil de base est appliqué à la pièce à usiner dans le plan axial. Dans le cas d’angles plus grands, les angles différents de coupe sur les arêtes de coupe prennent naissance sur l’outil de forme, chose qui mène à la contrainte asymétrique et l’émoussement. Il n’est possible de meuler les surfaces latérales de vis sans fin qu’en utilisant une meule de forme spéciale. Pour cette raison, l’engrenage hélicoïdal est utilisé pour les vis sans fin avec le petit angle de montée (g<10°) dans les cas où les flancs des dents ne sont pas traités thermiquement et ne nécessitent aucun repassage à la meule.
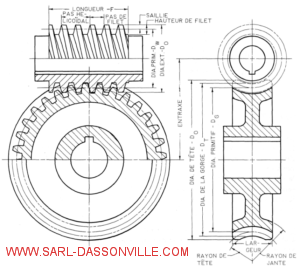
cotes pricipales roue et vis sans fin
- ZN– vis sans fin avec profil linéaire en coupe normale de dent, par exemple:a) Sur l’hélice centrale d’entredent
b) Sur l’hélice centrale de dent
En coupe axiale, les flancs de dent sont légèrement bombés, la coupe transversale mène à une courbe développante générale (à la développante prolongée ou réduite). Les éléments en coupe normale sont normalisés, par exemple mn=m, an=a. Dans le cas a), L’engrenage est tourné avec un outil de forme; dans le cas b), l’engrenage est tourné avec deux outils de forme, toujours dans le plan normal. Les angles de coupe sont ici identiques même dans le cas des grands angles α. Il est possible de meuler les flancs traités thermiquement à l’aide d’une meule avec surfaces linéaires sur les machines à fileter à la meule; ce meulage produit des surfaces latérales non linéaires qui sont néanmoins très proches de celles théoriques. Si nous traitons la fraise avec laquelle nous fabriquons les dents de la roue à vis sans fin, à ce meulage, la vis sans fin et la roue à vis sans fin formeront un couple théoriquement correct. L’engrenage normal convient même pour les vis sans fins avec l’angle plus élevé g et pour les vis sans fin avec les flancs traités thermiquement qui nécessitent un repassage à la meule.
- ZI – vis sans fin avec profil développant (profil linéaire de dent dans le plan tangentiel au cylindre de base). En coupes axiale et normale, les flancs des dents sont bombés, la coupe transversale mène à une courbe développante. Les éléments dans le plan normal sont normalisés, par exemple mn=m, an=a. L’engrenage est tourné avec deux couteaux appliqués à la pièce usinée. Les arêtes de coupe des couteaux sont situées tangentiellement à l’hélice sur le cylindre de base. L’engrenage développant est utilisé pour les vis sans fin avec nombre de dent plus élevé, par ex. z1>4 ; la vis sans fin rappelle une roue cylindrique avec denture hélicoïdale. Il est possible de meuler les flancs des dents avec la surface plate de la meule; vu l’angle relativement petit g, il est nécessaire d’utiliser les meuleuses spéciales.
- ZK – profil créé par la surface conique meulée avec la meule ou avec l’outil à queue.
- ZH – profil concave de dent (adéquat et aussi plus coûteux)


